|
MÁQUINAS DE MOLDEO POR INYECCIÓN PLÁSTICOS
El proceso de inyección de termoplásticos se fundamenta en fundir un material plástico y hacerlo fluir hacia un molde, a través de una boquilla en la máquina de inyección, en donde llena una cavidad que le da una forma determinada permitiendo obtener una amplia variedad de productos. El moldeo por inyección es la técnica de procesamiento de mayor utilización para la transformación de plásticos. Su popularidad radica en la versatilidad para obtener productos de variadas geometrías y para diversos usos.
|
Generalidades de las máquinas de moldeo por inyección.
Las máquinas de moldeo por inyección tienen tres módulos principales:
 |
|
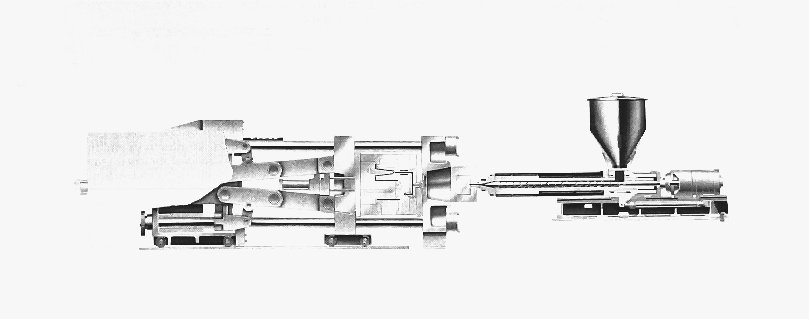
Máquina de
inyección de plásticos.
|
1.
La unidad de
inyección o plastificación. La unidad de inyección plastifica e inyecta el
polímero fundido.
 |
|
Unidad de
inyección típica.
|
2.
La unidad de
cierre. Soporta el molde, lo abre y lo cierra además de contener el sistema de
expulsión de la pieza.
 |
|
Unidad de
cierre tipo rodillera.
|
3.
La unidad de
control. Es donde se establecen, monitorean y controlan todos los parámetros
del proceso: tiempos, temperaturas, presiones y velocidades. En algunas
máquinas se pueden obtener estadísticas de los parámetros de moldeo si así se
desea.
Básicamente todas las máquinas de inyección están formadas por los mismos
elementos. Las diferencias entre una máquina y otra radican en su tamaño, la
unidad de cierre y el diseño de la unidad de plastificación.

En menor medida, también se diferencian en las variantes del diseño de sus
elementos de montaje y los sistemas de accionamiento. A continuación se
explicarán a detalle los elementos constitutivos de cada subsistema que
componen a una máquina de inyección de plásticos así como de una breve
descripción del proceso de moldeo por inyección para poder comprender mejor el
funcionamiento de las máquinas.
El Ciclo de Inyección
El proceso de obtención de una pieza de plástico por inyección, sigue un
orden de operaciones que se repite para cada una de las piezas. Este orden,
conocido como ciclo de inyección, se puede dividir en las siguientes seis
etapas:
1.
Se cierra el molde vacío, mientras se
tiene lista la cantidad de material fundido para inyectar dentro del barril. El
molde se cierra en tres pasos: primero con alta velocidad y baja presión, luego
se disminuye la velocidad y se mantiene la baja presión hasta que las dos
partes del molde hacen contacto, finalmente se aplica la presión necesaria para
alcanzar la fuerza de cierre requerida.

Cierre del molde e
inicio de la inyección
2.
El tornillo inyecta el material,
actuando como pistón, sin girar, forzando el material a pasar a través de la
boquilla hacia las cavidades del molde con una determinada presión de
inyección.

Inyección del material
3.
Al terminar de inyectar el material, se
mantiene el tornillo adelante aplicando una presión de sostenimiento antes de
que se solidifique, con el fin de contrarrestar la contracción de la pieza durante
el enfriamiento. La presión de sostenimiento, usualmente, es menor que la de
inyección y se mantiene hasta que la pieza comienza a solidificarse.

Aplicación de la
presión de sostenimiento
4.
El tornillo gira haciendo circular los
gránulos de plástico desde la tolva y plastificándolos. El material fundido es
suministrado hacia la parte delantera del tornillo, donde se desarrolla una
presión contra la boquilla cerrada, obligando al tornillo a retroceder hasta
que se acumula el material requerido para la inyección.

Plastificación del
material
5.
El material dentro del molde se continúa
enfriando en donde el calor es disipado por el fluido refrigerante. Una vez
terminado el tiempo de enfriamiento, la parte móvil del molde se abre y la
pieza es extraída.

Enfriamiento y
extracción de la pieza
6.
El molde cierra y se reinicia el ciclo.
Consumo de potencia
En cuanto al consumo de potencia en cada
una de las etapas del ciclo, se observa que en el cierre del molde apenas se
requiere la potencia necesaria para vencer la fricción generada al desplazar la
placa móvil. La etapa de inyección necesita la potencia máxima durante un
período muy corto. El desplazamiento de la unidad de inyección y la apertura
del molde requieren muy poca potencia. En el siguiente diagrama se esquematiza
el consumo de potencia durante el ciclo de inyección.

Partes de una Inyectora

Unidad de plastificación.
La unidad de inyección realiza las funciones de cargar y plastificar el
material sólido mediante el giro del tornillo, mover el tornillo axialmente
para inyectar el material plastificado hacia las cavidades del molde y
mantenerlo bajo presión hasta que sea expulsado. El tornillo tiene una acción
reciprocante además de girar para fundir el plástico, se mueve de manera axial
para actuar como pistón durante el proceso de inyección.
La unidad de inyección consta de un barril (o cañón) de acero capaz de
soportar altas presiones, este cilindro va cubierto por bandas calefactores
para calentar y ayudar a fundir el material mientras avanza por el tornillo.
Consta además de una unidad hidráulica que es la que transmite el movimiento lineal
al husillo en el proceso de inyección. Algunas máquinas tienen 2 unidades
hidráulicas, una para la inyección y otra para el cierre.
 |
|
Típica unidad
de plastificación
|
Tolva de alimentación.
Las partículas sólidas de la resina en forma de gránulos, se depositan en
la tolva de alimentación de la máquina, esta tolva normalmente está conectada a
algún equipo periférico o auxiliar que proporciona las condiciones
especificadas por el fabricante de la resina para obtener los óptimos
resultados de procesamiento. Estas condiciones normalmente son las de
porcentaje máximo permitido de humedad. Dependiendo del material a inyectar, si
es higroscópico o no, será necesario secarlo antes de introducirlo al cañón o
barril de inyección a través de una tolva secadora especial. También
encontramos que algunos manufactureros emplean sistemas de alimentación
continua de resina de manera centralizada para toda la planta o particular en
cada máquina. Estos equipos periféricos se estudiarán con más profundidad en
capítulos siguientes.
Como ya habíamos mencionado, los gránulos de plástico se vierten en la
tolva de alimentación y esta a su vez lo alimenta al husillo dentro del barril.
Aunque los gránulos pueden introducirse directamente al husillo, usualmente el
material se alimenta por gravedad dentro de la zona de alimentación del barril.
Estas tolvas son en realidad contenedores de forma cónica truncada, aunque esta
geometría depende de cada fabricante de máquina. Pueden clasificarse en tolvas
cortas y tolvas largas.
Las tolvas cortas son típicamente utilizadas cuando se seca la resina de
manera independiente en una mezanine o en una máquina de secado fuera de la
máquina de inyección, esto con la finalidad de que no se acumule mucho material
en la tolva y que alcance a absorber humedad del ambiente.
|
|
|
Máquina con
tolva corta.
|
Las tolvas largas normalmente requieren algún tipo de refuerzo en la
garganta de la misma para poder montarla directamente en la garganta de la
máquina. Este tipo de tolva es también ampliamente utilizada, sin embargo
presentan mucha más dificultad para moverlas fuera de la garganta de la máquina
cuando se necesita inspeccionar la entrada del material al cañón.
 |
|
Tolva larga
con secador.
|
Algunas máquinas ya presentan un equipo auxiliar neumático para mover
fácilmente este tipo de tolvas. Algunas también presentan la opción de un
dispositivo magnético en la base, su propósito es únicamente tratar de eliminar
cualquier objeto metálico que pudiese caer dentro de la tolva de alimentación.
La garganta de alimentación de la tolva se enfría con agua para evitar que
el plástico granulado se funda (aglomerándose) en la garganta de alimentación.
 |
|
Anillo de
enfriamiento.
|
Husillos.
El calentamiento del tornillo se hace por zonas y el número de zonas
dependerá del tamaño del cañón, normalmente se dividen 3. Dentro del barril se
encuentra un tornillo de material muy duro, el cual generalmente está pulido y
cromado para facilitar el movimiento del material sobre su superficie. El
tornillo se encarga de recibir el plástico, fundirlo, mezclarlo y alimentarlo
en la parte delantera hasta que se junta la cantidad suficiente para luego
inyectarlo hacia el molde.

Los husillos, o tornillos reciprocantes por lo general se dividen en 3
zonas y tienen relaciones de longitud/diámetro (L/D) de 20:1. Esto es debido a
que husillos con relaciones más pequeñas no proporcionan un fundido homogéneo,
y con husillo con relaciones L/D mayores a 24 se tiene una degradación no
deseada en muchos plásticos de ingeniería debido a que el material tendrá un
tiempo de residencia excesivamente largo.
 |
|
Tipos
distintos de filetes. Filete estándar (izq.). Doble filete (centro). Filete
de mezclado rápido (der.)
|
Las principales funciones de este tipo de unidades de inyección son:
·
Moverse para
acercar o alejar la boquilla de la unidad de inyección del bebedero del molde.
·
Generar la
presión requerida entre la boquilla de la unidad de inyección y el bebedero del
molde.
·
Girar el tornillo
durante la etapa de alimentación.
·
Mover el
tornillo de manera axial durante el proceso de inyección.
·
Mantener la
presión generada durante la inyección.
Una gran parte de la energía necesaria para la plastificación se debe al
calor de fricción, suministrando al material por el motor del tornillo a través
del giro de este. Por lo tanto durante la etapa de alimentación se consume una
gran cantidad de energía.
Solamente cuando se tienen máquinas de muy altas producciones se tienen
husillos de relaciones entre 22:1 y 26:1. Estos husillos a menudo están
equipados con secciones de mezcla, o con una combinación de secciones de
cizalla y mezcla, y eventualmente con una eficiente zona de alimentación.
En general podemos caracterizar los husillos en base a dos parámetros: la
relación longitud diámetro (L/D) y la relación de compresión. La principal
ventaja de que la relación L/D sea grande, es que al proveer de un mayor
recorrido entre la tolva y el molde, hace que el tiempo de residencia sea
mayor, y por lo tanto permitirá que una mayor plastificación con menores
temperaturas, lo que ayuda a disminuir el tiempo de ciclo, y por lo tanto
permitirá el aumento de la productividad.
Sin embargo, esta misma ventaja es su principal punto débil, ya que al
tener un tiempo de permanencia largo, algunos polímeros tienden a degradarse,
lo que ocasiona una pérdida en las propiedades mecánicas de estos. Es en base a
esto que se recomiendan, para plásticos técnicos y para PVC, relaciones L/D de
bajo valor, a fin de reducir el tiempo de permanencia. Por el contrario, se
tiene que tener que aumentarse la temperatura, el enfriamiento tarda más y en
consecuencia aumentará el tiempo de ciclo, bajando la productividad.
Por otro lado, la relación de compresión, que se denomina como la relación
entre las alturas medias del filete medidas en la zona de alimentación y
dosificación, permite expresar la compresión mecánica sufrida por el material.
En general, para los polímeros amorfos se usan husillos de baja relación de
compresión, mientras que para los semicristalinos se utilizan husillos de
compresión elevada.
Bibliografía
http://docencia.udea.edu.co/ingenieria/moldes_inyeccion/unidad_2/proceso_inyeccion.html
http://www.plastunivers.com/gif/pc/Revista/37/r37s5f01.jpg
http://www.plastico.com/documenta/imagenes/3047353/Secadores-de-aire-comprimido-g4.jpg
Videos











