PROPIEDADES MECÁNICAS DE LOS POLÍMEROS
Las
propiedades mecánicas de los materiales polímeros son una consecuencia directa
de su composición así como de la estructura molecular tanto a nivel molecular
como supermolecular.
Actualmente las propiedades mecánicas de interés son las de los materiales
polímeros y estas han de ser mejoradas mediante la modificación de la
composición o morfología para por ejemplo, cambiar la temperatura a la que los
polímeros se ablandan y recuperan el estado de sólido elástico o también el
grado global del orden tridimensional.
DUREZA DE UN POLÍMERO
un
polímero
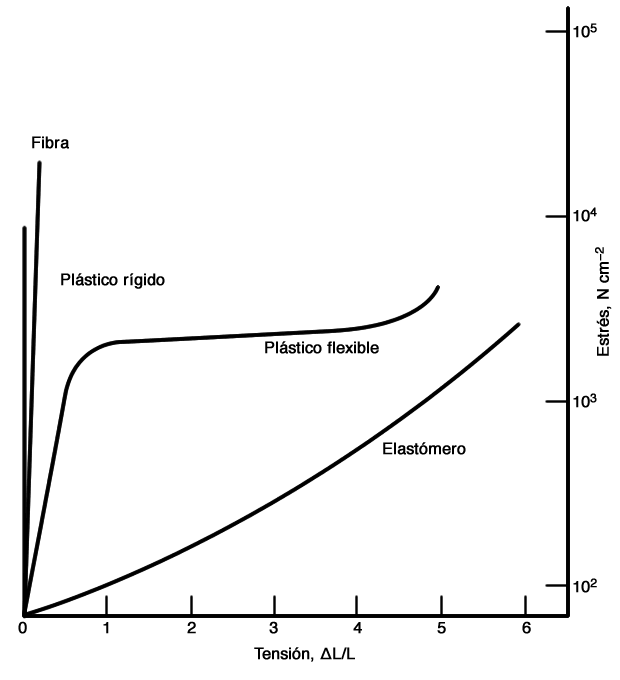
puede ser rígido o flexible. El primer tipo suelen ser resistentes y casi no
sufren deformaciones, pero al no ser duros, se quiebran con facilidad; el
segundo tipo, por el contrario, aguantan bastante bien la deformación y no se
rompe tan fácilmente como los rígidos.

Durómetro
ELONGACION
los
polímeros
llamados elastómeros pueden ser estirados entre un 500% y un 1.000% y aun así
volver a su longitud original sin haber sufrido rotura alguna. Al fin y al
cabo, la elongación es el cambio de forma que sufre un polímero cuando es
sometido a tensión; es la capacidad de estiramiento sin que se rompa.

Resistencia al
impacto
En algunas
aplicaciones de los materiales polimericos es de gran interés conocer el grado
de resistencia al impacto de probetas entalladas. Estaos valores se obtinen
mediante ensayos Izod o Charpy. Como los metales, los polimeros presentan rotura
dúctil o frágil cuando se someten al impacto de una carga, dependiendo de la
temperatura, del tamaño de la probeta, de la velocidad de deformación y del
modo de aplicar la carga. Tanto polimeros cristalinos y como los amorfos son
fragiles a baja temperatura y tienen relativamente poca resistencia al impacto.
Sin embargo, estos materiales experimentan transición dúctil-fragil en un
estrecho intervalo de temperaturas, similar al que se muestra para el acero.
Desde luego, la resistencia al impacto decrece gradualmente a altas
temperaturas, cuando el polimero empieza a reblandecerse. Ordinariamente, las
dos caracteristicas relacionadas con el impacto mas solicitadas son elevada
resistencia al impacto a temperatura ambiente y una temperatura de transición
frágil-ductil a temperatura inferior a la ambiental.

Ductilidad
La ductilidad es una propiedad que presentan algunos materiales, los cuales bajo la acción de una fuerza, pueden deformarse sosteniblemente sin romperse, permitiendo obtener hilos de dicho material. A los materiales que presentan esta propiedad se les denomina dúctiles. Los materiales no dúctiles se clasifican de frágiles. Aunque los materiales dúctiles también pueden llegar a romperse bajo el esfuerzo adecuado, esta rotura sólo se produce tras producirse grandes deformaciones.
Un polímero totalmente cristalino sería demasiado quebradizo como para ser
empleado como plástico. Las regiones amorfas le confieren ductilidad al
polímero, es decir, la habilidad de poder plegarse sin romperse.
Pero para fabricar fibras, se desea que los polímeros sean lo más cristalinos
posible. Esto es porque una fibra es en realidad un largo cristal.
Muchos polímeros presentan una mezcla de regiones amorfas y cristalinas,
pero algunos son altamente cristalinos y otros son altamente amorfos. A
continuación se presentan polímeros que tienden hacia dichos extremos:
Ejemplos de polímeros altamente cristalinos:
Polipropileno.
Poliestireno sindiotáctico.
Nylon.
Kevlar y Nomex.
Policetonas.
Ejemplos de polímeros altamente amorfos:
Polimetilmetacrilato.
Poliestireno atáctico.
Policarbonato.
Poliisopreno.
Polibutadieno.

Flexión
La prueba de flexión en polímeros es una prueba
cuasiestática que determina el módulo de flexión, el estrés deflexión y la
deformación por flexión en una muestra polimérica. Los resultados de esta
prueba describen el comportamiento de un polímero a través de un diagrama de
estrés-deformación, al igual que las pruebas de ´tracción y compresión. Un
polímero tiene resistencia a la flexión si es capaz de soportar cargas que
provoquen momentos flectores en su sección transversal. El ensayo hace que la
probeta experimente un esfuerzo de compresión en la superficie concava y un
esfuerzo de tensión en la convexa. A través de la prueba de flexión podemos
obtener información de su módulo de elasticidad, el cual indica si el material
es rígido o flexible. Estas propiedades dependen de la estructura interna que
posean los plásticos, los cuales se pueden clasificar en tres grandes grupos:
termoplásticos,termoestables y cauchos o elastómeros. Los elastómeros poseen
una estructura reticulada que les proporciona elasticidad a temperatura
ambiente, y a su vez, esos puntos de unión entre sus cadenas moleculares hacen
que sean infusibles e insolubles. Los materiales termoplásticos, con estructura
no reticulada, también presentan distintos comportamientos según sean: amorfos
(como el PMMA, PS, PVC) oparcialmente cristalinos (PA, PP, PE). La reticulación
de los materiales termoestables es aún más densa lo que les confiere rigidez y
fragilidad.
Resistencia a la flexión
La resistencia a la flexión estática, también conocida como módulo de rotura, representa el máximo esfuerzo desarrollado en la superficie de la probeta en forma de barra, soportada cerca del extremo y cargada en el centro hasta que ocurra la falla. La unidad es fuerza por unidad de área, en Pa. El ensayo es aplicable solamente a materiales rígidos.
La resistencia a la flexión estática, también conocida como módulo de rotura, representa el máximo esfuerzo desarrollado en la superficie de la probeta en forma de barra, soportada cerca del extremo y cargada en el centro hasta que ocurra la falla. La unidad es fuerza por unidad de área, en Pa. El ensayo es aplicable solamente a materiales rígidos.


Resistencia
La resistencia a la tracción o tenacidad es el máximo esfuerzo que un material puede resistir antes de su rotura por estiramiento desde ambos extremos con temperatura, humedad y velocidad especificadas.
A la tracción y elongación de rotura
El ensayo de tracción de un material consiste en someter a una probeta normalizada a un esfuerzo axial de tracción creciente hasta que se produce la rotura de la probeta. Este ensayo mide la resistencia de un material a una fuerza estática o aplicada lentamente.

Resistencia a la abrasión
Se llama resistencia a la abrasión a la habilidad de un material para resistir acciones mecánicas como frotamiento, rascado, molienda, arenado o erosión que tiende progresivamente sacar material de su superficie. Las normas ASTM son la D 1044 y la D 1242.
La abrasión, desgaste de superficies, se relaciona con la fricción. Propiedad compleja, es difícil de analizar y medir. Pese a que varias máquinas se han propuesto para los ensayos acelerados, ninguno es aún satisfactorio.
En los plásticos, la abrasión o resistencia al uso es importante en casos como cojinetes, rodamientos y engranajes.
Se llama resistencia a la abrasión a la habilidad de un material para resistir acciones mecánicas como frotamiento, rascado, molienda, arenado o erosión que tiende progresivamente sacar material de su superficie. Las normas ASTM son la D 1044 y la D 1242.
La abrasión, desgaste de superficies, se relaciona con la fricción. Propiedad compleja, es difícil de analizar y medir. Pese a que varias máquinas se han propuesto para los ensayos acelerados, ninguno es aún satisfactorio.
En los plásticos, la abrasión o resistencia al uso es importante en casos como cojinetes, rodamientos y engranajes.
Resistencia a la compresión
La resistencia a la compresión es el máximo esfuerzo que un material rígido puede resistir bajo compresión longitudinal. No es necesario el esfuerzo en el punto de rotura, pero es de significación en materiales que quebrantan bajo una cierta carga. La unidad es fuerza por unidad de área de sección transversal inicial, expresada como Pa.
El ensayo de compresión es un ensayo técnico para determinar la resistencia de un material o su deformación ante un esfuerzo de compresión. En la mayoría de los casos se realiza con hormigones y metales (sobre todo aceros), aunque puede realizarse sobre cualquier material.
· Se suele usar en materiales frágiles.
· La resistencia a compresión de todos los materiales siempre es mayor que a tracción.
Se realiza preparando probetas normalizadas que se someten a compresión en un dispositivo para ensayo de compresión o una máquina universal de ensayos.

La resistencia a la compresión es el máximo esfuerzo que un material rígido puede resistir bajo compresión longitudinal. No es necesario el esfuerzo en el punto de rotura, pero es de significación en materiales que quebrantan bajo una cierta carga. La unidad es fuerza por unidad de área de sección transversal inicial, expresada como Pa.
El ensayo de compresión es un ensayo técnico para determinar la resistencia de un material o su deformación ante un esfuerzo de compresión. En la mayoría de los casos se realiza con hormigones y metales (sobre todo aceros), aunque puede realizarse sobre cualquier material.
· Se suele usar en materiales frágiles.
· La resistencia a compresión de todos los materiales siempre es mayor que a tracción.
Se realiza preparando probetas normalizadas que se someten a compresión en un dispositivo para ensayo de compresión o una máquina universal de ensayos.
BIBLIOGRAFÍA
https://www.google.com.co/search?hl=es&site=imghp&tbm=isch&source=hp&biw=1280&bih=699&q=dureza+de+un+polimero&oq=dureza+de+un+p&gs_l=img.3.0.0i24.31932.35238.0.36656.14.11.0.1.1.0.203.895.0j4j1.5.0....0...1ac.1.58.img..8.6.906.dZh-IX-2gUA#hl=es&tbm=isch&q=elongacion+de+los+polimeros&facrc=_&imgdii=_&imgrc=T2JtPMpTCCDhLM%253A%3BuP0aU9cB94iDJM%3Bhttp%253A%252F%252Fwww.textoscientificos.com%252Fimagenes%252Fpolimeros%252Ftension-estres.png%3Bhttp%253A%252F%252Fwww.textoscientificos.com%252Fpolimeros%252Ftipos-de-polimeros%3B620%3B680http://www6.uniovi.es/usr/fblanco/Leccion14.ResistenciaPolimeros.pdf
http://www.bibliociencias.cu/gsdl/collect/libros/index/assoc/HASHdff3.dir/doc.pdf
http://upload.wikimedia.org/wikipedia/commons/thumb/b/be/Ductility.svg/220px-Ductility.svg.png
http://tecnologiadelosplasticos.blogspot.com/2011/06/propiedades-mecanicas.html














